- Available Certified ISO Grade Designs: ISO 6, ISO 7, ISO 8
- Desiccator cabinet with gas dilution fans for fast, uniform moisture removal, down to 0%RH
- Dilution fans quickly and efficiently mix nitrogen through cabinet to reduce N2 consumption
- Eliminates moisture "blind spots" that cause large RH deviations between different chambers
- Automatic humidity control system continuously monitors user-specified RH set-point inside cabinet
- Ideal for drying of heat-sensitive samples, such as tissue and bone allografts

3950-PP-03
3950-PP-03
IsoDry® Nitrogen Desiccator Cabinets
Read more
Want a quote quickly ?
Submit a QuickQuote requestLearn More: Dual Purge and NitroWatch Systems 




Print Copy Copied
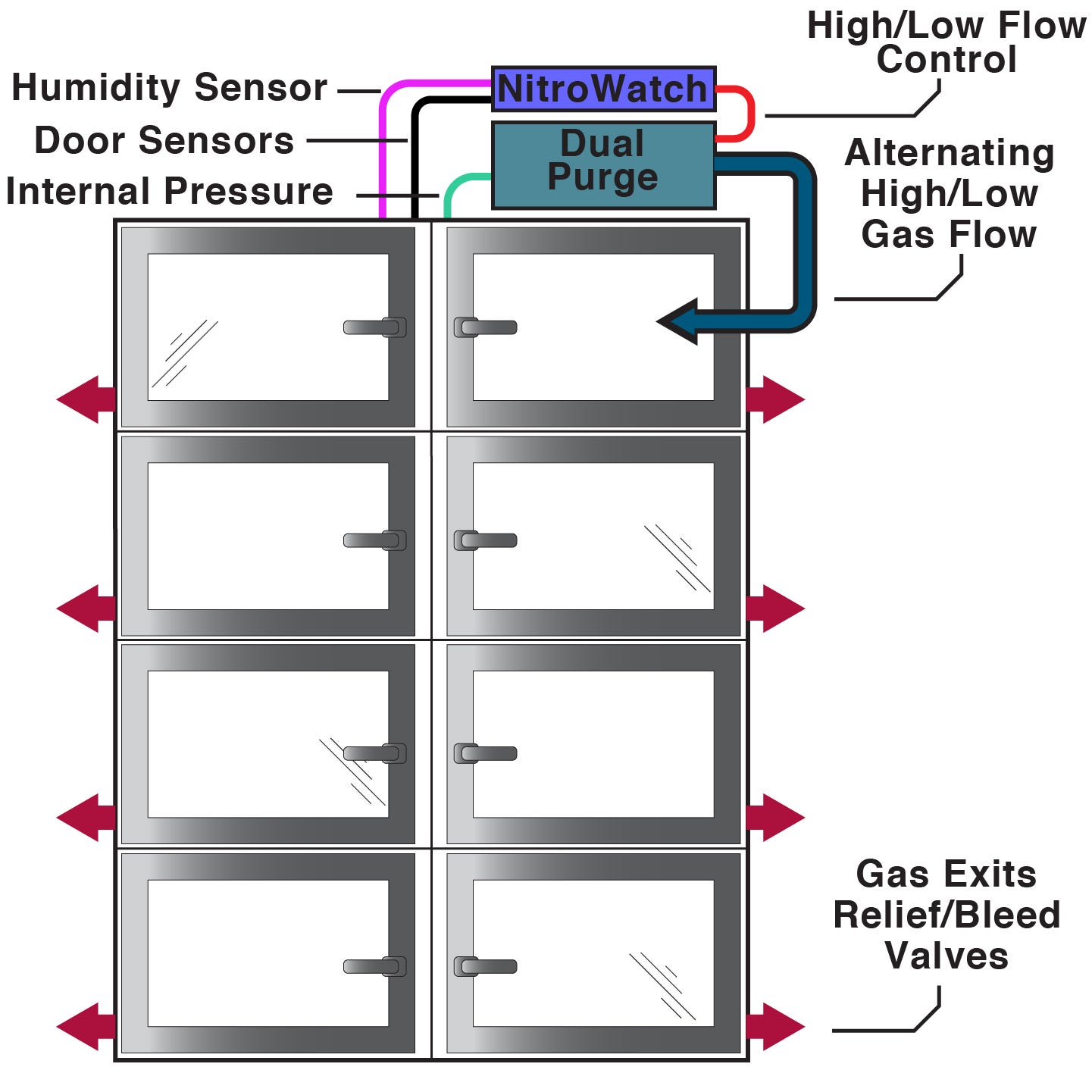
Dual Purge™ and NitroWatch™ System
- Cuts nitrogen waste, guards against oxidation
- Ensures a constant positive pressure inside desiccators and other enclosures to block contamination and moisture inflow
- Automatically activates high-flow purge when doors are opened to ensure fast, effective purge of particles and moisture
- Operates in tandem with NitroWatch® to maintain any desired sub-ambient moisture level (down to 0% RH)
- Guards against pressure damage to desiccator doors and seals
- Door switches are highly reliable—rated for over 10 million operations
Desiccators must be continuously purged with nitrogen or another process gas in order to ensure a controlled environment free of contaminants and moisture.
Unfortunately, however, a steady gas inflow can't guarantee the clean, dry conditions you require. A flow adequate to maintain a safe internal positive pressure when doors are closed is insufficient to overcome the backflow of outside air that occurs when a door is opened. A higher-level purge that might guard against this backflow wastes nitrogen and leads to over-pressurization that warp doors and damage seals.
Dual Purge System Offers Variable-Purge Security
The Desiccator Dual Purge System solves these problems by providing a higher flow level only when it's needed, and only for as long as it's needed.
It relies on a sensor switch installed on each door. During normal operation, with all doors closed, the system maintains an economical low flow of nitrogen into the desiccator to ensure a constant positive pressure of about 0.05" WG (Water Gauge)—just enough to block out moisture and contaminants.
When a door is opened, the sensor switch immediately activates a high-flow purge of nitrogen into the desiccator's plenum chamber that minimizes the influx of moisture and contaminants.
When the door is closed, the high-level gas flow continues to purge the desiccator for a selectable period of time, ensuring that any moisture that does enter the chamber is quickly forced out of the Automatic RB® (Relief/Bleed) Valve, before it can degrade sensitive materials. This time delay is adjustable, so you can retain the high-flow for a longer time when you suspect moisture contamination may have occurred. Note: The Automatic RB® Valve must be ordered separately.
The dual-purge capabilities of these units ensure that contaminants and moisture stay outside the processing chamber and at the same time guard against dangerous over-pressurization that can lead to warped doors, failed seals—even explosions! And because the Dual Purge System delivers only as much gas as is necessary, it economizes on nitrogen consumption; tests show that in many applications, these units can pay for themselves in a matter of months.
Safety Alarms Ensure Worry-Free Operation
The Dual Purge System incorporates a flowmeter, a line pressure gauge and a variable purge mechanism. A "Low-Pressure" alarm is activated if the incoming line pressure is ever interrupted. This dual audible/visible alarm alerts you to a disconnected supply line, an empty gas storage pod, or other problem that could spell disaster for contents of a desiccator or glove box!
NitroWatch™ Controller Expands Capabilities
The Dual Purge System operates in tandem with Terra's NitroWatch System to fully automate moisture control.
The NitroWatch includes a humidity sensor that continuously monitors the internal RH level and activates the Dual Purge to automatically maintain any sub-ambient humidity threshold you require (down to 0% RH). For more critical requirements, select the NitroPlex™, which combines this automatic humidity control with multiplexed purge capability. In all of these applications, the Automatic RB Valve is required to ensure safe relief of over-pressurization that can build inside a chamber.
The NitroWatch™ is available in two configurations:
- Smart® NitroWatch™ includes temperature sensing and built-in data logging (downloadable to a USB flash drive).
- Standard NitroWatch™ does not include temperature sensing or data logging.
Specifications
- Dimensions: 12"W x 11.25"D x 7"H (305 mm x 286 mm x 178 mm)
- Weight: 16 lbs. (7258 g.)
- Flowmeter: 0-20 SCFH
- Line Pressure Gauge: 0-60 psi
- Chamber Sensor: 0 - 0.4" WG (factory set at 0.02" WG)
- Inlet/Outlet: 0.25" (6 mm) (accepts 0.25" (6 mm) OD polyethylene tubing)
- Case Material: 304 stainless steel; Chrome plated or stainless steel internal fittings
- Power Requirement: 110/220VAC, 50/60Hz (requires no manual power setting)
- Timer Adjustment: 0-8 minutes (factory set at 1 minute)
Dual Purge™ Stand-Alone Operation
The variable Purge Advantage:
Low Flow Conserves N2
when Doors Closed
when Doors Closed
High Flow Efficiently Purges
Moisture when a Door Opens
Moisture when a Door Opens
Dual Purge™ and NitroWatch™ Working Together
Automated Humidity control
Low Flow Conserves N2
when Doors Closed and %RH Under Set Point
when Doors Closed and %RH Under Set Point
High Flow Efficiently Purges
Moisture when Door Opened or %RH Under Set Point
Moisture when Door Opened or %RH Under Set Point
Product Details
Product Details
IsoDry® Desiccator Cabinets

Standard Features
- A Gas Mixing ModuleOperates when doors are closed to promote uniform humidity levels throughout the cabinet
- B Relief/Bleed (RB) ValvePrevents overpressure; acts as a check valve (one included per chamber)
- C Reinforced DoorsStainless steel door frames include non-adhesive, non-outgassing, one-piece gaskets that won't creep or sag over extended use
- D Grounding TerminalsStandard on static-dissipative PVC chambers to prevent electro-static discharge (ESD)
Optional Features
- 1 IsoDry Automatic Humidity ControllersDual Purge and NitroWatch systems work in tandem to provide variable gas purge: high when needed to reach set point; low to conserve nitrogen
- 2 Relative Humidity SensorAllows real-time monitor/display of internal humidity level
- 3 StandStands available in stainless or powder-coated steel, with casters for easy cabinet positioning
- 4 Nitrogen GeneratorNitrogen Generator provides a continuous, reliable source of nitrogen up to 99% pure
- 5 Stainless-steel shelves and traysAdjustable in one-inch increments on stainless steel racks
 IsoDry® Desiccator Cabinet Airflow Visualization with Dry Ice
IsoDry® Desiccator Cabinet Airflow Visualization with Dry Ice- Desiccator ISO Rating Chart
- IsoDry® Desiccator Cabinet by Terra Universal
- Maximum Drying Power in a Nitrogen Desiccator Cabinet
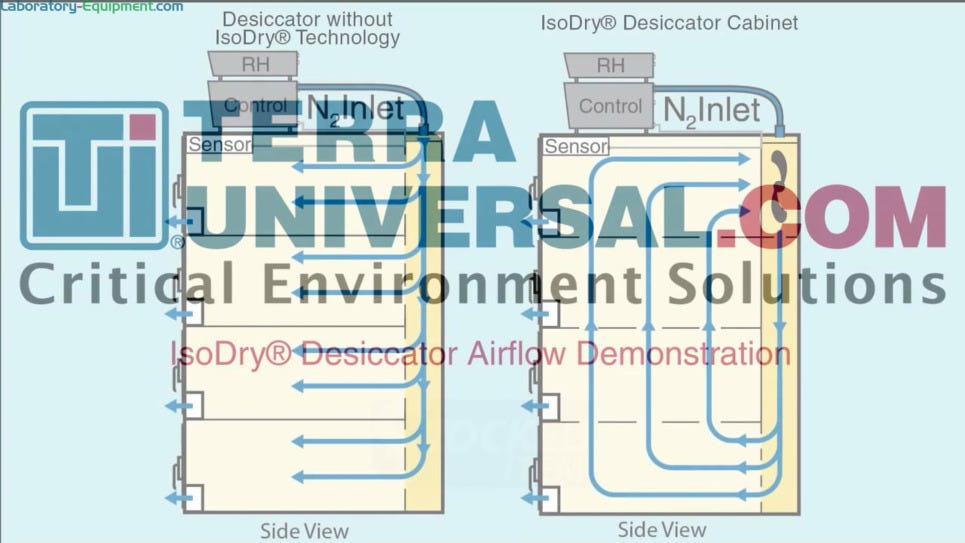
This video provides a comparison using dry ice to demonstrate the IsoDry® Desiccator Cabinet’s rapid recovery rates.
The IsoDry® system works more effectively a IsoDry® Desiccator Cabinet Airflow Visualization with Dry Ice This video provides a comparison using dry ice to demonstrate the IsoDry® Desiccator Cabinet’s rapid recovery rates.
The IsoDry® system works more effectively at dissipating moisture and maintaining preset humidity levels throughout the cabinet than a cabinet configured with a standard gas plenum.
The IsoDry® system works more effectively a IsoDry® Desiccator Cabinet Airflow Visualization with Dry Ice This video provides a comparison using dry ice to demonstrate the IsoDry® Desiccator Cabinet’s rapid recovery rates.
The IsoDry® system works more effectively at dissipating moisture and maintaining preset humidity levels throughout the cabinet than a cabinet configured with a standard gas plenum.

23866
Desiccator ISO Rating Chart
Desiccator ISO Rating Chart

IsoDry® desiccator cabinets are the latest innovation in desiccators from Terra Universal; patented gas dilution fan modules achieve high RH uniformity and rapi IsoDry® Desiccator Cabinet by Terra Universal IsoDry® desiccator cabinets are the latest innovation in desiccators from Terra Universal. Many conventional desiccators depend on unassisted gas displacement. This mode of operation can significantly inhibit RH control, drive up operating costs, and increase the risk of damaged stored materials. The driving concept behind IsoDry is that unassisted gas displacement is significantly slower without a substantial physical force to actively mix nitrogen gas through the entire cabinet.

Maximum Drying Power in a Nitrogen Desiccator Cabinet In this video we experiment and demonstrates the rapid drying power of the Terra's desiccator cabinet and nitrogen generator.
Features & Benefits
Features and Benefits
Learn More: Terra's Stocking Programs
Print Copy Copied
Here at Terra Universal, we’ve made it our mission to offer the best possible lead times in the industry. In addition to aggressive stocking programs and streamlined fulfillment, Terra Universal also offers several services that ensure you receive your products as quickly as possible.
Terra FasTrak Guaranteed Delivery Services

FasTrak 24/7 guarantees to meet the shipping date YOU specify, regardless of quoted lead times.
Terra Universal can provide FasTrak 24/7 service for both in-stock products and custom orders.
Examples of FasTrak 24/7 services include:
- Assigning a dedicated senior expediter
- Assigning a dedicated production team and up to three shifts per day
- Eliminating internal purchase approvals to speed the receipt of parts and materials
Terra FasTrak service fees are only meant to cover the cost of additional Terra services, they are not designed to generate profit. If Terra fails to ship on or before the specified date, Terra will refund up to 100% of the FasTrak charges at the client's request. This guarantee does NOT cover direct, special, consequential, or other damages. It is strictly limited to 100% of the amount paid for the FasTrak service.
The FasTrak 24/7 refund policy does not apply when a specified ship date is missed due to factors outside Terra's control, such as vendor performance or shipping company delays. The FasTrak 24/7 guarantee DOES apply in instances where the shipping date is missed due to Terra's own negligence.
Terra Quick Ship Plus Service

Terra's QuickShip Program includes thousands of in-stock, ready-to-ship, ready-for-delivery products.
Examples of Quick Ship Plus-eligible products include:
Terra's Quick Ship Plus service provides the necessary resources to guarantee the required delivery date.
The Quick Ship Plus service is available for orders of in-stock, turnkey products that do not require any additional assembly before shipment. This service guarantees that the order will be delivered on or before the date indicated, or the charges for the Quick Ship Plus service will be refunded in full upon the client's approved request.
This guarantee does not cover any direct, special, consequential, or other damages, and is strictly limited to 100% of the amount paid for the Quick Ship Plus service. In alignment with FasTrak programs, In the case that shipment delays arise due to factors that are within Terra's control, Terra will refund up to 100% of the Quick Ship Plus fees. This guarantee does NOT cover direct, special, consequential or other damages and is strictly limited to 100% of the amount paid for Quick Ship Plus service.
Terra Quick Build Program

Terra's QuickBuild Program includes dozens of products with stocked components ready for quick assembly and shipment in 5 days.
Examples of QuickBuild-eligible products include:
- ValuLine Softwall Enclosures
- BioSafe® "Universal" Flow Hoods
- HEPA-Filtered Garment Cabinets
- Softwall CleanBooth™ Horizontal Laminar Flow Stations
Quick Build services are available for Terra products assembled with in-stock, on-hand components. Therefore, Terra can provide these items assembled and ready for shipment within 4 - 6 business days.
Need Help With Product Configuration?
Shop Terra Universal Online for immediate pricing or configure your components and accessories for quoting. For help with configuration, large purchases, and application expertise, contact your Terra sales specialist.
Terra Sales and Customer Service
Mon - Fri, 09:00 AM - 08:00 PM PST
Tel: +1 (714) 578-6100
Email: [email protected]

Gas Dilution System Ensures Uniform Humidity
IsoDry Gas Dilution Module enhances relative humidity uniformity throughout the desiccator cabinet and speeds up moisture removal after doors are closed.
Smart Performance for Big Savings
IsoDry's forced dilution system drastically improves moisture removal to quickly and efficiently attain low RH set-points. At 10% RH setpoint, IsoDry cuts recovery time and Nitrogen consumption by 80% compared with an unassisted system.

IsoDry Gas Dilution Module
IsoDry Gas Dilution Module enhances the relative humidity uniformity throughout the desiccator cabinet.

High Caliber Hardware
Seemingly small details like latches, ports, glides and hinges are often overlooked or ignored by other manufacturers, and later become the point of costly recurring maintenance or equipment failure. Terra’s products are made of long lasting, cleanroom compatible, top tier hardware. Individual components are carefully designed and rigorously tested to guarantee the highest quality, durability, and craftsmanship.

Lift-Off Hinges
Lift-off hinges facilitate door removal and door replacement. Constructed of 304 stainless steel for easy cleaning and sterilization, lift-off hinges provide a unique method of door removal for cabinets without the need for extra screws and tools.

Stainless Steel Racks for Adjustable Shelf Storage Desiccators
Unlike common chrome-plated hardware, durable electropolished stainless steel racks for adjustable shelf storage desiccators help maintain a contamination-free storage environment. They resist corrosion and chipping/scratching from the sliding removable shelves.
Automatic Relief/Bleed Valve
Terra's Automatic Relief/Bleed (RB) Valve opens up at 0.01 PSI, relieving overpressure that could damage desiccators; also works as a check valve to prevent influx of outside air.
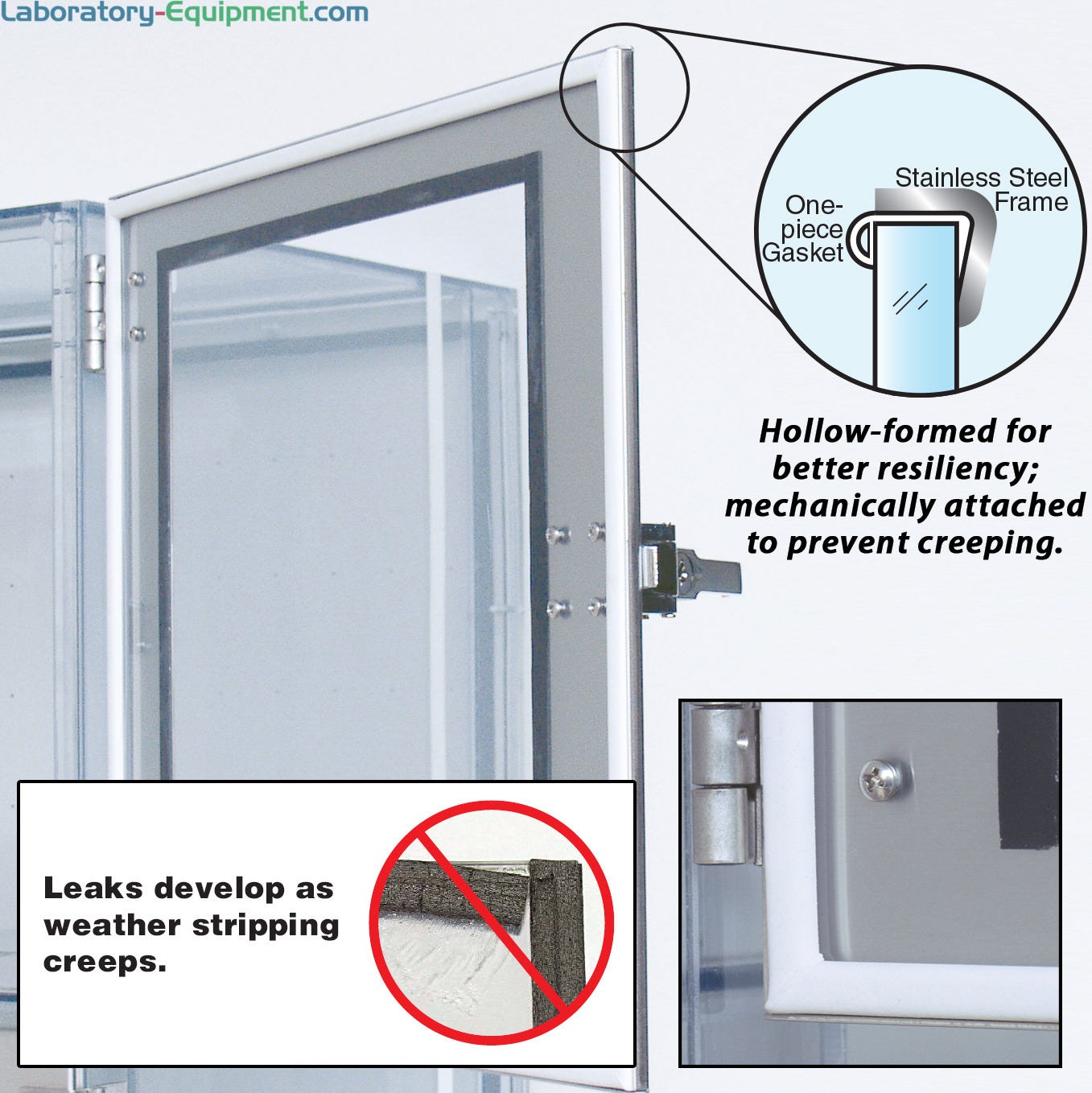
Reinforced Doors with Non-adhesive Gaskets
Stainless steel door frames extend desiccator life; one-piece fused gaskets are non-outgassing, will not creep or sag
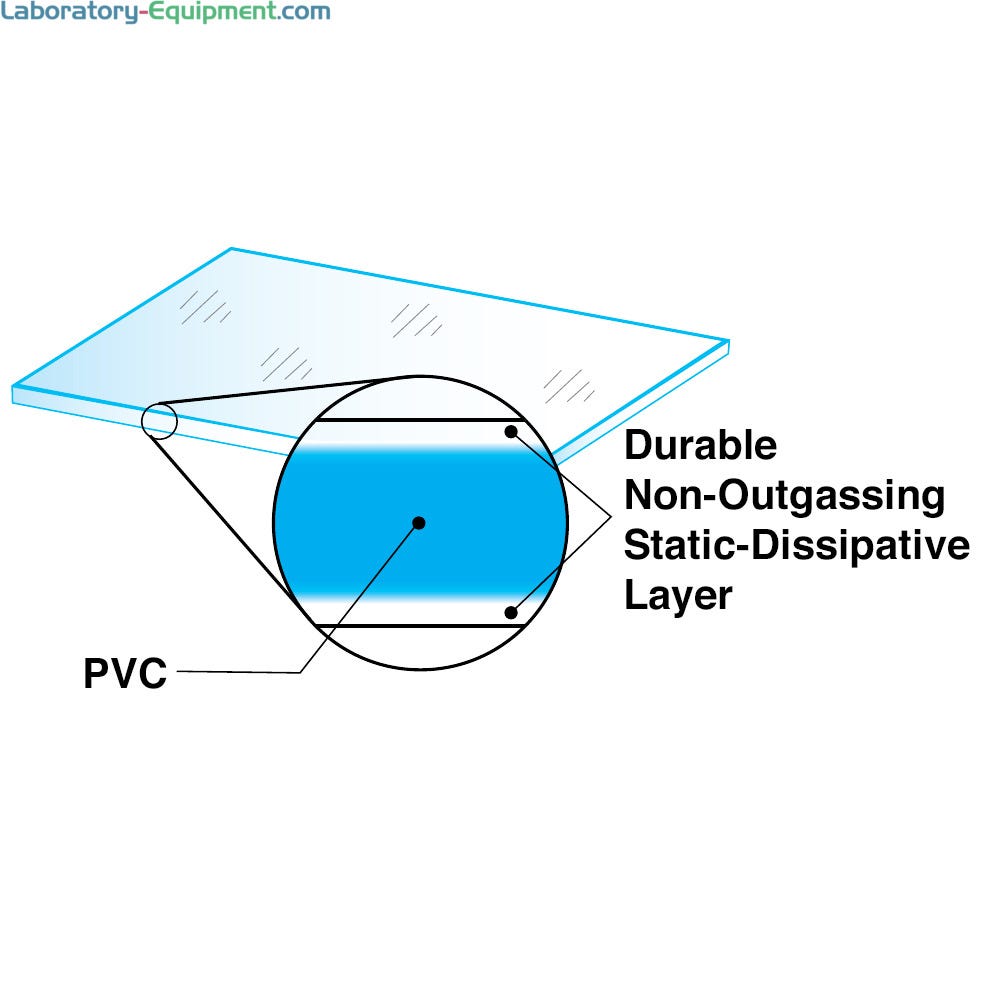
Durable Embedded Static-Dissipative Layers
Terra's SDPVC features bonded dissipative layers that resist abrasion. SDPVC desiccators retain their surface resistivity of 106 - 108 ohms/square indefinitely (unlike spray-on coatings that can wear off after a few years), protecting your materials against ESD damage. Further, the control of static charges eliminates particle attractions, helping maintain clean surfaces.

Doors - The First Failure Point of a Desiccator Cabinet
Terra’s stainless steel door frames eliminate the need for internal reinforcements, which create particle surfaces and compromise cleaning. Unlike other doors with glue-on anti-bow pieces, Terra’s doors use no adhesives. This eliminates particle traps, sources of outgassing—and extends the strength and service life of the desiccator.

Highest Standards For Desiccators and Electronic Components
Terra’s desiccator cabinets and RH control systems are designed and built to the highest standards required by defense and semiconductor industries for long-term reliability and protection against damage, injuries, and electrical hazards.

Rapid Drying of Hygroscopic Material
Terra's gas-purged desiccators utilize a rapid flow of inert nitrogen to quickly dry hygroscopic samples and components

ISO 7 Smart® Desiccator Cabinet on Automatic Height Adjustable Workstation
Automatic height adjusting workstations allow users to quickly alternate between comfortable sitting and standing positions while performing different tasks with heavy equipment on the workspace, such as this Smart® Desiccator Cabinet connected to a Nitrogen Generator.

Critical Environment Solutions
Terra's mission is to help customers in highly regulated industries transform the world with critical environment solutions that improve health, safety, performance, and yields. These environments may comply with stringent UL, ISO, IEST, ASTM and OSHA standards and local requirements.
Continuous Product Improvement
At Terra, we strive to develop and produce the highest quality products for our customers to improve health, safety, performance, and yields. Our product quality is enabled by high-grade manufacturing equipment and processes, 50 years of engineering and application expertise, and our commitment to continuously improve.

Long-Term Customers
Terra is committed to building long-term relationships with satisfied clients; 94% of orders each year come from repeat customers
Complete Project Transparency
Terra is dedicated to complete transparency on project status, shipment tracking, and installation scheduling
Products Tailored to Your Cleanroom Environment
Provide Terra with your desired ISO Grade design. We will tailor the product to meet your criteria and certify it with a report appended to your invoice. Certificate includes all the necessary information to streamline audits and facility compliance.
Available Accessories
Popular Accessories
For a full list of accessories, select a product then click Choose Accessories on that product page.
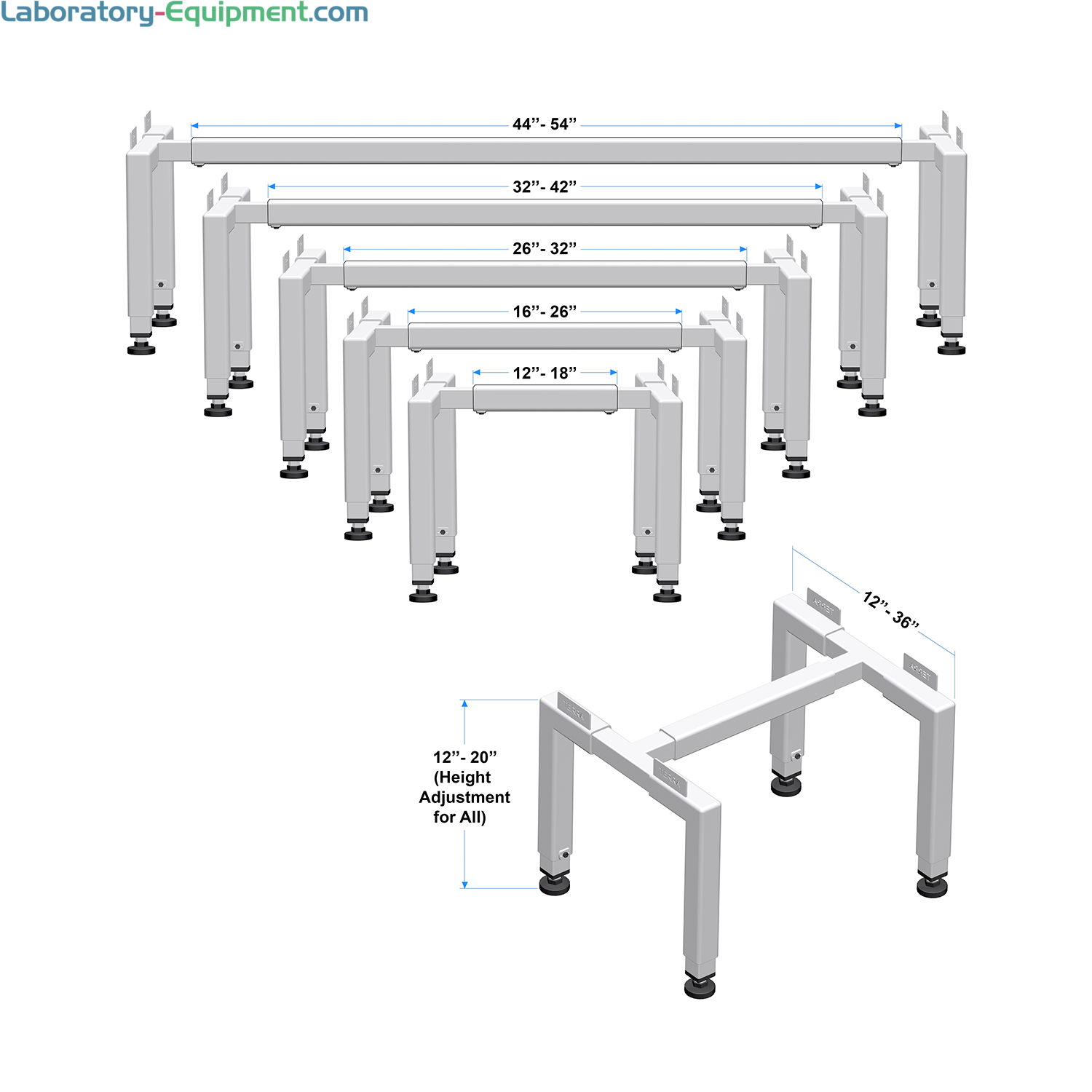
Universal Base Stands Offer Excellent Versatility
Universal base stands support and stabilize various equipment sizes. Adjustable telescoping members allow for a precise fit. Choose between stainless and powder-coated steel to fit your desired application.-
Universal Stand Adjusts to Fit a Wide Range of Equipment
Terra's Universal stands easily adjust to fit a wide range of equipment. Multi-purpose stand frames are suitable for many types of cleanroom equipment, including refrigerators, freezers, incubators, ovens, and vacuum chambers. Laboratory Nitrogen Generator
Terra’s Nitrogen Generators provide a continuous, reliable supply of clean, dry nitrogen up to 99% pure to eliminate dependence on bulky canisters to operate desiccators and glove boxes.-
Available Stainless Steel Shelves and Trays
Adjustable, non-contaminating shelves and trays slide on stainless steel racks, allowing easy parts access (one perforated shelf included) Universal Adjustable Base Stands for Desiccator Cabinets and Cleanroom Equipment
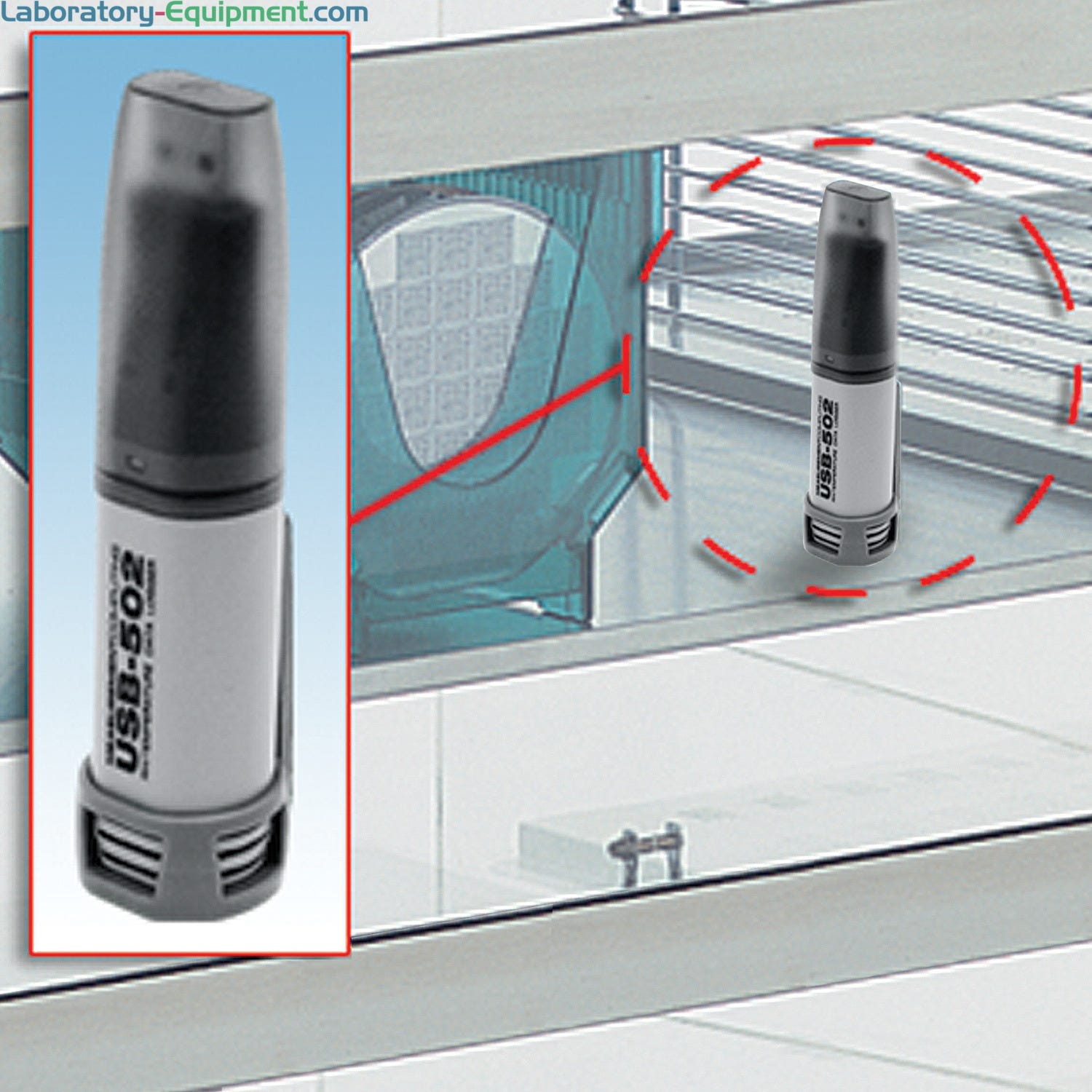
Stainless steel or powder-coated steel base stands easily adjust to fit cabinets, desiccators and cleanroom equipment of any size or shape. Stands raises equipment to ergonomic height to ease disinfection and sample monitoring. BioSafe design suitable for any cleanroom or lab environment.Humidity and Temperature Data Logger
Records storage conditions inside a Desiccator chamber-adjustable logging interval (hours to months), USB port for easy data download in several formats.Dual Purge™ and NitroWatch™ Work Together to Fully Automate RH Control
Terra's Dual Purge™ and NitroWatch™ operate in tandem to precisely and automatically control the flow of nitrogen and maintain a preset humidity level (from ambient to 0% ± 1.5% RH), no matter how operating conditions may change.-
Data Logging with 113,000 Readings at User Defined Intervals
Terra's Smart® IsoDry® Nitro-Watch™ logs RH, temp, door open/close, purge on/off, and sensor removal/attachment. The max data file size is roughly 4 MB or 113,000 readings. This is approximately 32 hours of data when logging at 1 second intervals, 2 weeks at 10 second intervals, 6 weeks at 30 second intervals, or 12 weeks at 1 minute intervals. When the system reaches the 4MB limit, data begins to wrap, overwriting oldest data with new. -
Plug & Play Data Logging
Plug in a USB flash drive to your Smart® IsoDry® Nitro-Watch™ to transfer data in .CSV format. No software required.






Shop by Image

Other products you may find relevant
- Group of 44 productsWorkstations & Tables Group of 574 productsMetro Shelving Systems
 Group of 10 productsSure-Grip® Flammable Liquid EX Safety Can Storage Cabinets from Justrite FromAs low as $1,188Some ship in 3 - 5 days Group of 8 productsSure-Grip® EX Undercounter Flammable Safety Cabinets by Justrite FromAs low as $1,204Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 1 - 3 days Some ship in 1 - 3 days Usually Ships in 12 - 22 daysBuy AccessoriesManuals & Resources
Group of 10 productsSure-Grip® Flammable Liquid EX Safety Can Storage Cabinets from Justrite FromAs low as $1,188Some ship in 3 - 5 days Group of 8 productsSure-Grip® EX Undercounter Flammable Safety Cabinets by Justrite FromAs low as $1,204Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 8 - 12 days Some ship in 1 - 3 days Some ship in 1 - 3 days Usually Ships in 12 - 22 daysBuy AccessoriesManuals & Resources







On a tight schedule? Choose FasTrak 24/7 Priority Service to help meet your critical schedule for Terra-manufactured products, either before or after your order is placed.*
- FasTrak 24/7 provides a 24/7 commitment to meet the shipping date YOU specify, regardless of quoted lead times.
- FasTrak 24/7 assigns a dedicated production team plus a dedicated senior expeditor working three shifts to meet your delivery specification.
- FasTrak 24/7 guarantees* to meet the agreed-to specified ship date.
Call for pricing. FasTrak service fees cover costs of additional services only, without additional profit.
* Terra's FasTrak services limited guarantee: to ship on the ESD or date specified OR to refund up to 100% of FasTrak charges. This guarantee covers no direct, special, consequential or other damages and is strictly limited to up to 100% of the amount paid for FasTrak service. When a specified ship date is missed due to factors outside Terra's control (vendor performance, deliveries by shipping companies, etc.) and random factors such as accidents, the credit of up to 100% of the FasTrak 24/7 may not apply. FasTrak service requested after order placement will be quoted and accepted based on available time remaining before required ship date.
IsoDry® Rapid Moisture Control System
IsoDry® desiccator cabinets are the latest innovation in desiccators from Terra Universal. Many conventional desiccators depend on unassisted gas displacement. This mode of operation can significantly inhibit RH control, drive up operating costs, and increase the risk of damaged stored materials. The driving concept behind IsoDry is that unassisted gas displacement is significantly slower without a substantial physical force to actively mix nitrogen gas through the entire cabinet.
Problems with Conventional Nitrogen Desiccator Cabinets:
For critical moisture control applications, RH set-point recovery time is one of the most important considerations to achieving the required quality, safety, and shelf life of stored materials.
RH recovery is the time needed to reach a relative humidity set-point after a desiccator chamber or cabinet is accessed. A fast RH recovery time minimizes exposure of stored materials to harmful moisture levels. Thus, the ideal desiccator quickly and efficiently reaches and maintains the desired RH level.
A conventional nitrogen-purged desiccator cabinet is typically configured with a single gas inlet and relies on unassisted gas diffusion. This may not achieve low-humidity set-points fast or efficiently enough due to (1) uneven gas distribution and (2) high nitrogen gas consumption. These problems tend to amplify with larger size cabinets.
Uneven Gas Distribution
Uneven gas distribution in a desiccator cabinet leads to a wide variance of RH readings across different chambers in the cabinet. With simple geometries (for example, a narrow pipe) a displacement system introduces gas uniformly, creating a piston-like displacing effect. This idealized concept is near impossible to achieve in a multi-chamber desiccator cabinet with several dead-end cavities.
With such complex geometries, the effectiveness of mixing and displacing moisture depends more on turbulence from the inert gas entering the enclosure. Turbulent airflow in the cabinet tends to improve with increased inlet velocity. Slower velocity tends to inhibit turbulence needed to mix purge gas with water vapor in dead-end cavities. In large multi-chamber cabinets with a single gas inlet and unassisted gas diffusion, the velocity and turbulence at the inlet can quickly dissipate resulting in uneven humidity concentrations throughout the cabinet. Furthermore, as the turbulence dissipates, pockets of inert gas can stream or arch from the inlet to the release valve, leaving untouched pockets of moisture-laden air throughout the cabinet.
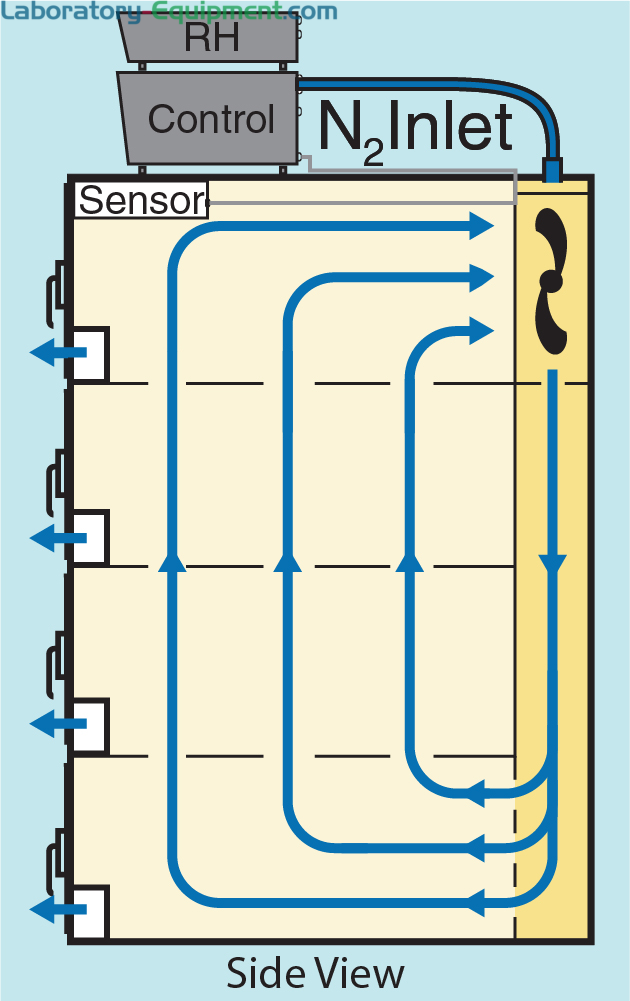
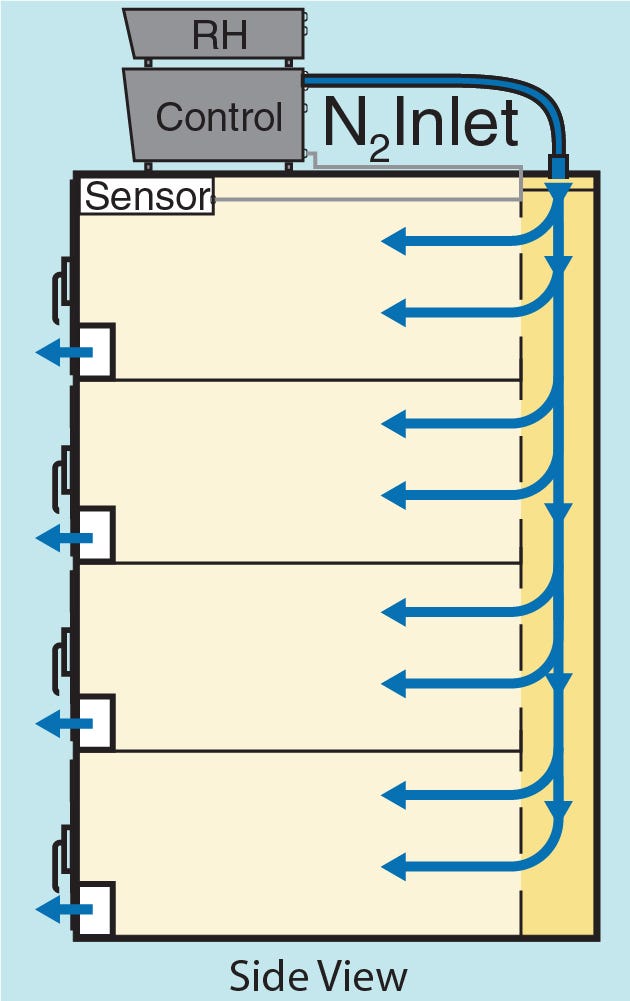
Some desiccator cabinet designs include a rear gas distribution plenum to help alleviate these problems, but a few significant drawbacks remain:
- First, the gas distribution plenum tends to experience higher pressure closer to the gas inlet, which translates into higher rates of displacement in some chambers, and lower rates in others. The end result can still leave significant RH variances from chamber to chamber.
- Second, gas entering each chamber is not a uniform laminar front, but a series of lower velocity micro-streams. This means the inert gas can still stream or arch from the inlet to the release valves, leaving eddies of moisture-filled air throughout the chambers.
- Third, a combination of the two drawbacks mentioned above can result in eddies of either moisture-laden air, or dry inert gas. These pockets can occur in multiple locations of a cabinet and potentially trigger inaccurate readings on the humidity sensor. In a worst case scenario, this could result in the gas purge process ending prematurely, further damaging valuable materials stored in the cabinet.
Thus, even with a gas distribution plenum, many conventional desiccator cabinet designs suffer unequal gas distribution that results in lower uniformity and slower set-point recovery times.
High Nitrogen Gas Consumption
In addition to a quick recovery time, users seek to achieve a low RH set-point as efficiently as possible to reduce wasteful gas consumption. Unfortunately, due to the problem of uneven gas distribution, the conventional unassisted displacement design requires relatively high consumption of nitrogen gas without the guarantee of reaching the desired relative humidity set-point throughout the cabinet. This high nitrogen gas consumption drives up overhead cost and can lead to nitrogen gas supply constraints, a common concern, particularly those who rely on gas canisters that must be frequently replaced.
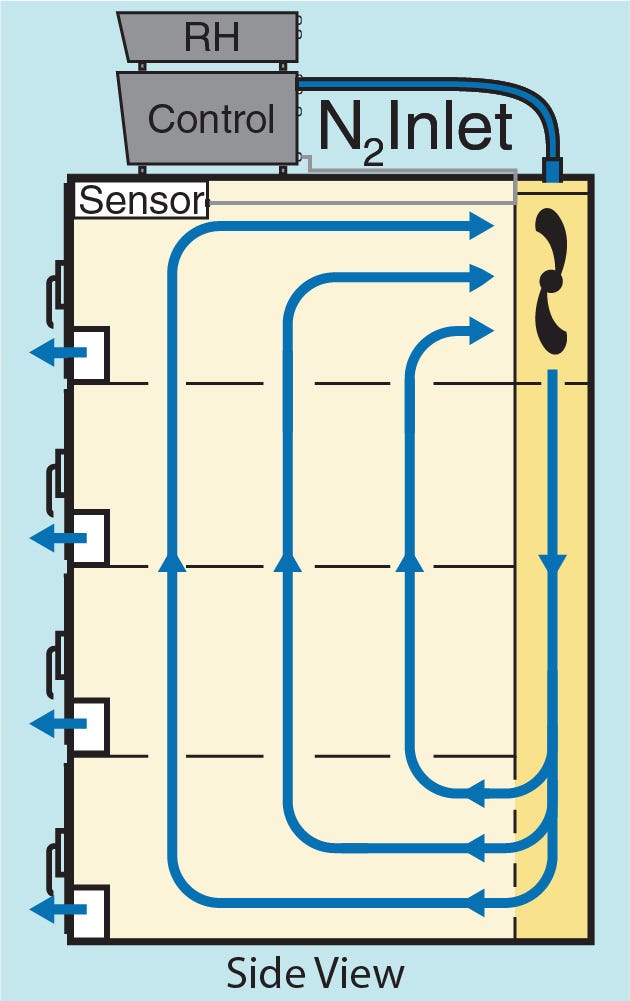
IsoDry Rapid Set-Point Recovery:
The patented IsoDry system addresses all the problems explained above, setting a new standard for all desiccators. Unlike a conventional desiccator cabinet design, the IsoDry concept optimizes forced dilution in lieu of unassisted displacement. It’s still cost-effective, using only one sensor and one inlet valve, but it’s far more efficient and accurate. With faster recovery times and optimal uniformity, you can be confident in knowing your products are well protected:
Faster Recovery Time & Optimal Uniformity
IsoDry’s powerful gas-flow engineering ensures that any moisture that enters the cabinet when doors are opened is quickly and efficiently diluted and purged from the cabinet, before it can affect stored contents.
The dual fan system rapidly mixes and circulates dry nitrogen at approximately 100 CFM. This quickly reduces moisture concentration plus provides adequate airflow velocity to effectively sweep through the entire cabinet and maintain uniform RH (+/- 10% of set point). The improved RH uniformity eliminates moisture "blind spots" that can degrade sensitive components while minimizing nitrogen gas consumption.
Minimize Spread of Contaminants
When a door is opened, the door sensors de-activate the dilution fans to minimize the spread of incoming moisture and contaminants throughout the cabinet. Simultaneously, the main RH control module activates a high flow gas purge, to hasten dilution of any moisture that enters the cabinet.
Once a door is closed, the fans immediately activate to expedite the mixing and dilution process. The moisture in the previously accessed chamber is rapidly dispersed throughout the entire volume of the cabinet within seconds and set-point is recovered within minutes. The high flow of inert gas continues until the set-point is reached, at which point the system relays to a low flow setting.
Versatile Applications
Terra’s IsoDry desiccator cabinet system provides unsurpassed moisture control to reduce moisture-related degradation of semiconductor components, electronics, medical devices, pharmaceutical powders, and other moisture sensitive materials.
IsoDry Dual Purge/NitroWatch Systems
The complete IsoDry control system includes a relative humidity sensor mounted inside the chamber and Terra's IsoDry Dual Purge and NitroWatch systems, which work in tandem to ensure fast set point recovery times.
The NitroWatch provides continuous monitor/display of both measured RH and set point levels. It signals to the Dual Purge system when to switch between high-flow and low-flow purge. High-flow is activated to reach the programmed set-point. Once this set point is attained, the system switches to an economical low-flow purge to maintain the set point. The system activates high-flow purge again the instant a door opens to recover back to set point with minimal nitrogen waste.
Status alerts built into the IsoDry Dual Purge System warn if incoming nitrogen line pressure falls below operational rates (signaling an interruption in the gas supply) or if the system remains in high-flow purge for an excessive period (signaling a door left ajar).
- Power Requirement: 24V: draws power from IsoDry Dual Purge system
- Fans: 120 CFM each
- Display: 5-digit LED
- Display Resolution: ±0.1%RH
- Sensor Accuracy: ±2% RH @ 20°C
- Measuring Range: 0 - 100% RH
- Calibration: None required for standard accuracy range
Smart Performance - and Big Savings!
IsoDry's forced dilution system drastically improves moisture removal to quickly and efficiently attain low RH set-points.
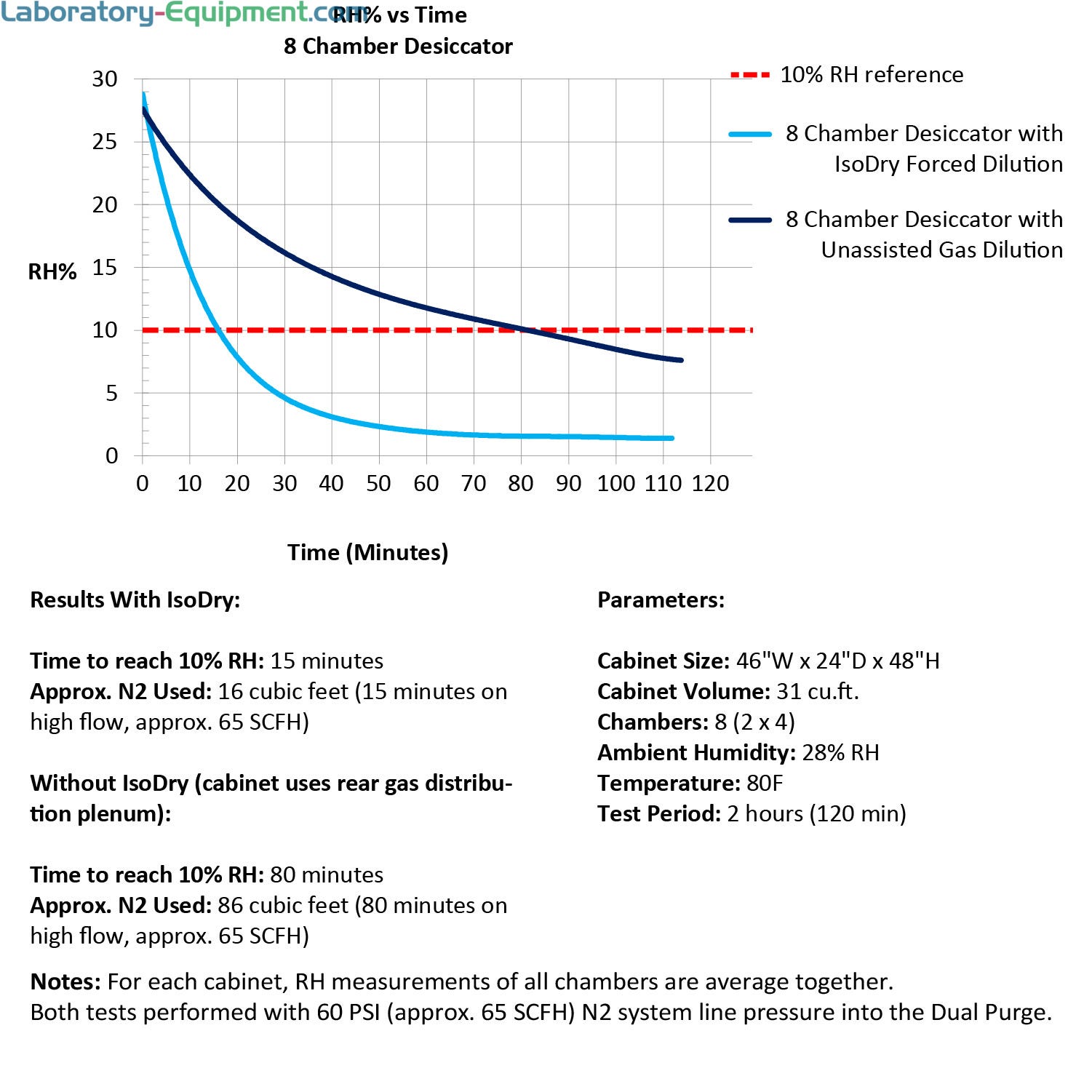
At 10% RH setpoint, the IsoDry configuration cuts recovery time and Nitrogen consumption by 80%, passing 10% RH in just 15 minutes, and 5% RH in less than 30 minutes.
IsoDry Technology

Results With IsoDry:
- Time to reach 10% RH: 15 minutes
- Approx. N2 Used: 16 cubic feet (15 minutes on high flow, approx. 65 SCFH)
Without IsoDry (cabinet uses rear gas distribution plenum):
- Time to reach 10% RH: 80 minutes
- Approx. N2 Used: 86 cubic feet (80 minutes on high flow, approx. 65 SCFH)
Parameters:
- Cabinet Size: 46"W x 24"D x 48"H
- Cabinet Volume: 31 cu.ft.
- Chambers: 8 (2 x 4)
- Ambient Humidity: 28% RH
- Temperature: 80F
- Test Period: 2 hours (120 min)
Notes:
- For each cabinet, RH measurements of all chambers are average together.
- Both tests performed with 60 PSI (approx. 65 SCFH) N2 system line pressure into the Dual Purge.